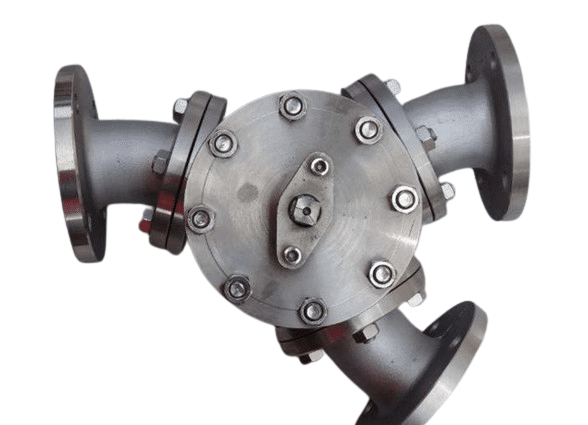
Separator valves are control components used in powder conveying systems to divert the flow of powder to different destinations. They play a crucial role in directing the powder to specific processing equipment, storage vessels, or waste collection units.
Features:
- Variety of types: Available in various configurations, including rotary valves, diverter valves, and slide valves, each offering distinct advantages for specific applications.
- Flow control: Enable precise control over the direction and flow rate of the powder, ensuring efficient system operation.
- Leak-proof design: Tight sealing mechanisms minimize powder leakage, preventing product loss and contamination.
- Durable construction: Constructed from robust materials like stainless steel to withstand the demanding conditions of powder handling.
- Remote control capabilities: Can be integrated with control systems for automated operation and centralized control.
Uses:
- Directing powder flow: Accurately divert the powder stream to specific destinations within the conveying system.
- Filling multiple vessels: Enable the filling of multiple hoppers or silos with a single conveying line.
- Isolating equipment: Isolate specific sections of the conveying line for maintenance or repairs.
- Waste collection: Divert waste powder to dedicated collection units for proper disposal.
- Blending operations: In specific applications, separator valves can be used to control the flow of different powder streams for blending purposes.

