
This case study showcases the effective use of a vacuum feeder to ensure safe and efficient closed-loop transportation of milk powder in a food production environment.
Meeting Stringent Food Safety Requirements:
Milk powder production adheres to strict hygiene regulations to prevent contamination. Traditional conveying methods like open conveyors pose a risk of dust generation and potential product loss.
Vacuum Feeder Benefits:
- Sealed Transportation: The vacuum feeder utilizes a closed-loop system, preventing dust emission and product exposure to external contaminants. This maintains product integrity and ensures food safety.
- Gentle Material Handling: The vacuum technology gently conveys the milk powder, minimizing product degradation and preserving its delicate properties.
Project Overview:
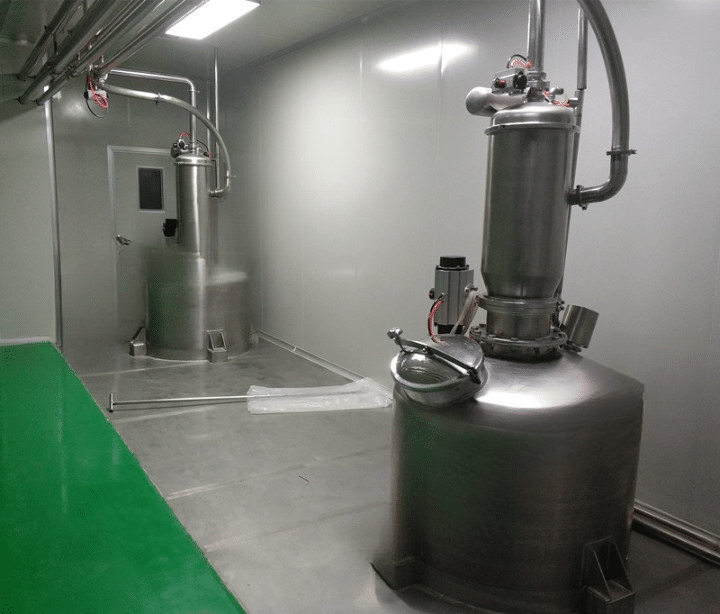
This project involved the closed-loop transportation of milk powder from a spray drying tower to a packaging machine silo. The process flow is as follows:
- Spray Drying Tower: Milk powder is produced and discharged from the tower.
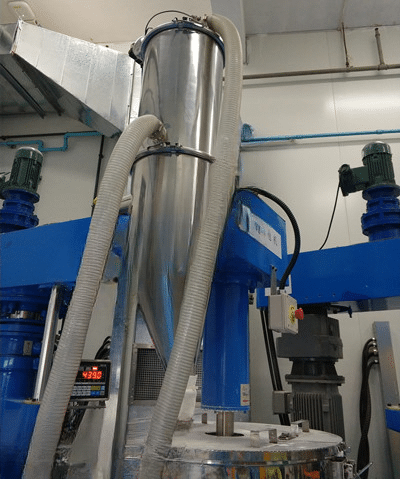
- Vacuum Feeder: The milk powder is transported to a storage tank 30 meters away and 12 meters high.
- Storage Tank: The milk powder is stored in the tank.
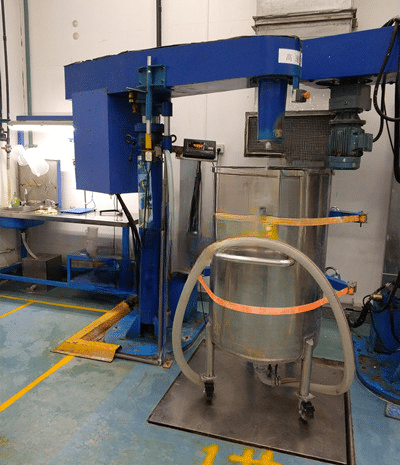
- Screw Feeder: The milk powder is precisely weighed and measured using a screw feeder based on a pre-determined formula.
- Mixer: The weighed milk powder is mixed with other ingredients.
- Vibrating Screen: The mixture is screened to ensure uniformity and remove any undesired particles.
- Vacuum Feeder: The screened milk powder is transferred to the packaging machine silo using another vacuum feeder.
- Packaging Machine Silo: The silo automatically feeds the milk powder to the packaging machine based on its signal.
Key Takeaways:
- Vacuum feeders are ideal for conveying sensitive food products like milk powder due to their closed-loop design and gentle handling.
- This case study demonstrates the effectiveness of vacuum feeders in maintaining product safety, efficiency, and automation within the food production industry.






{kind=link}
{kind=link}